Understanding how surface condition controls coating adhesion
For conformal coatings to perform effectively, good adhesion to the substrate is essential. Without it, coatings can delaminate, allow moisture ingress, or fail under thermal or environmental stress.Adhesion is not governed by a single mechanism. Instead, it is the result of several interacting effects at the interface between the coating and the substrate. Cleaning plays a critical role because it directly influences all of these mechanisms.
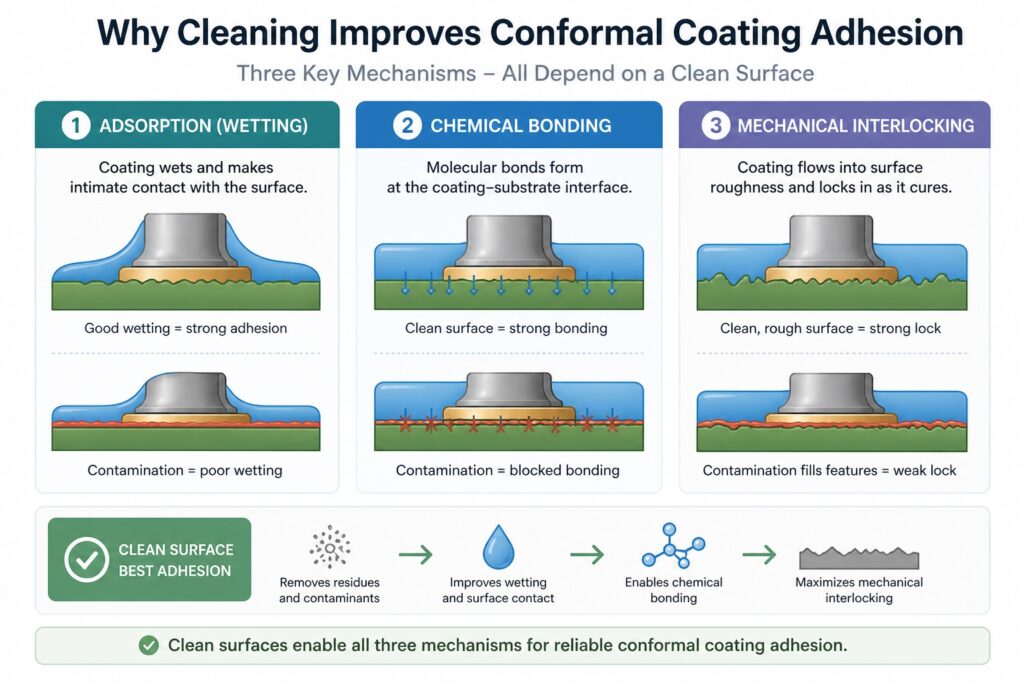
The three primary mechanisms that contribute to conformal coating adhesion are:
- Adsorption (wetting and surface contact)
- Chemical bonding
- Mechanical interlocking
Adsorption (Wetting and Surface Contact)
Adsorption occurs when the conformal coating wets the substrate surface and spreads to form intimate contact. At this interface, weak intermolecular forces (van der Waals forces) create adhesion.
This mechanism is highly sensitive to contamination. Even very thin films of residue can prevent proper wetting, leading to de-wetting, poor coverage and weak adhesion.
Cleaning removes these barriers, allowing the coating to spread uniformly and maximise contact with the substrate.
Chemical Bonding
Chemical bonding occurs when molecular interactions form at the interface between the coating and the substrate. These bonds provide stronger adhesion than adsorption alone.
If contaminants such as flux residues, oils or cleaning by-products remain on the surface, they can block or interfere with these reactions.
By removing contamination, cleaning enables the coating to interact directly with the substrate, improving the likelihood of effective chemical bonding.
Mechanical Interlocking
Mechanical interlocking occurs when the liquid coating flows into microscopic surface features and anchors itself as it cures.
Surface condition plays a key role. A completely smooth or contaminated surface reduces the effectiveness of this mechanism, while a clean surface with appropriate micro-roughness improves anchoring.
Cleaning ensures that surface features are accessible to the coating rather than being filled or masked by residues.
Why Cleaning Has Such a Strong Effect on Adhesion
All three adhesion mechanisms are influenced by surface cleanliness. Contamination can:
- Prevent wetting and reduce surface contact
- Block chemical interactions at the interface
- Fill surface features, reducing mechanical anchoring
As a result, even surfaces that appear visually clean may still exhibit poor adhesion if invisible residues remain.
In most cases, adhesion failures are not coating problems — they are surface preparation problems.
Achieving Reliable Conformal Coating Adhesion
Not all adhesion mechanisms need to be dominant in every system. Depending on the coating chemistry, substrate and application method, different mechanisms may contribute more strongly.
However, good wetting (adsorption) is almost always a prerequisite for effective adhesion.
For this reason, the most reliable approach is simple:
If in doubt, improve surface cleanliness before adjusting coating parameters.
Learn More About Surface Preparation and Adhesion
Effective surface preparation and cleanliness are critical for conformal coating reliability. Contaminants such as flux residues, oils and ionic salts can lead to adhesion loss, corrosion or electrical leakage.
For a detailed guide, see Surface Preparation & Cleanliness for Reliable Conformal Coating, covering cleaning methods, cleanliness testing, adhesion promoters and industry standards.
If you need support with coating adhesion or process development, contact us to discuss your application.